RFID模具管理系统
一、具体功能实现
根据业务需求分析,本项目由模具使用管理系统和RFID识别两个部分构成,RFID识别信息与模具管理系统实时交互。
(1)RFID及机台固定读写数据采集
1、采集的数据与模具使用管理实时交互,采集数据支持WiFi的网络运用;
2、所有机台具备联网功能,实现100%网络化管理;
3、模具使用管理平台能对项目范围内机台要求采集的数据进行收集、分析和管理。
4、RFID及手持终端须符合本技术规格书一中招标软硬件及服务一览表相关要求,手持终端可准确识别到感应范围内标签的具体信息并能通过网络与管理系统进行交互。
(2)模具使用管理系统
1、台账管理
系统支持建立、修改和变更模具台账,可使用标准EXCEL表格进行模具台账的导入和导出操作,台账实时反映系统中模具的各种状态,如:模具数量、正常使用、维修、隔离、报废等。
系统支持建立、修改和变更模具备件库的台账,可使用标准EXCEL表格进行模具备件台账的导入和导出操作,台账实时反映系统中模具备件的各种状态,如:版本信息、备件数量、出入库时间等。
2、出入库管理
新模具入库,模具制造端发起模具入库申请,申请时需提交模具验收报告;之后由工艺技术人员在系统中对基础数据进行完善,完成后信息发送至入库申请对象和库房,由库房进行扫码建档操作。(入库申请流程前期为制造端手动录入发起,后期与模具制造系统自动对接发起,需预留数据接口)
模具出库,由生产计划在系统中填写单项出库申请或导入计划表,发起批量出库申请,库管人员根据出库申请和派工单信息使用条码枪确认模具信息,系统自动识别外置/自制。
计划完工模具入库,库管人员使用条码枪,完成模具信息和库房位置信息扫码绑定。
外置模具完工入库由外协主管发起入库申请,经检验合格后,库管人员使用条码枪,完成模具信息和库房位置信息扫码绑定。
3、模具使用管理
基础信息:表格导入/人工录入(基础信息包括:模具设计师、模具制造、模具寿命、穴位数、是否混合工装、模具系列、生产令号等);
备件信息:备件数量、领用数量、库存数量、下限报警,备件录入,版本信息,版本号设置等,系统对同一零件存在两个及以上版本的且超2年未用备件自动发起评估流程进行处置。
模具寿命:系统在机台上增加RFID固定读写装置读取正在本设备上使用的模具,装置与机台一一对应,读取机台的运行脉冲信号,信号的采集次数和机台周期循环的次数一致,可计算模具的开合模次数和使用,系统根据模具入库时设置的模具寿命上限自动判断寿命,到期系统发起寿命预警评估
日常维护保养:按照《四川华丰公司成型中心模具保养管理办法》执行,A/B类模具在生产期间内凡出入库系统则视为已保养,自动刷新保养周期。
4、技术变更、模具维修和隔离管理
工艺技术口创建流程(可单独新增也可表格导入),经过模具管理员确认,模具库对模具进行扫码处理,然后按照固化在系统中的业务流程处理。
5、模具寿命管理
模具入库设定使用寿命(如开合模**次),根据加工机床的RFID固定读写装置统计开合模次数。若寿命到期预警,模具管理员发起使用寿命评估,工艺技术,质量,TET团队一致通过后,重新赋予模具寿命。任意一处评估NG,则模具隔离。
6、 备件管理
日常管理
模具入库后,涉及到对应模具的备件在系统中录入基本信息。当备件数量超下限进行预警,预警后库管发起采购申请经采购流程实现备件采购入库。
需采购新备件的由工艺技术口创建,经过模具管理员确认,发起采购计划,备件采购入库。
寿命管理
模具申请入库时由制造端维护模具备件清单。模具备件不进行寿命评估,易损件按模具设计要求预估赋予寿命,工艺人员可以根据实际生产情况调整模具易损件清单。
每一副模具的易损件均由工艺人员进行维护。当模具存在易损件时,模具维修完工界面将列表展现易损件清单,钳工在做维修完工确认时若未选择易损件将有弹窗提醒。
正常生产阶段,模具因故进入维修程序,模具钳工维修保养完成后,可在系统实现易损件更换,同时易损件寿命重置并根据生产数据开始自动计算。
正常生产阶段,未进行维修保养的模具,系统根据赋予的易损件寿命进行自动计算,寿命到期后自动发起确认流程。确认零件NG,则模具进入模具维修程序。
模具使用寿命到期,系统自动锁定模具,无法进行除模具寿命评估之外的其他所有操作,同时立即自动邮件反馈。
7、 点检和盘库
模具的日常盘点自动化,通过RFID和手持终端进行自动盘点,对盘点数据在系统中进行处理,达到减少盘点时间,提高盘点准确性,提升盘点效率的目的。
8、模具保养和报废管理
凡在保养周期内生产的模具,经入库则视为已经保养,并自动刷新保养周期。
系统根据设定的保养周期和生产次数提前自动发起保养提醒,模具管理员发起保养,模具出库,修模组进行保养,自动生成保养记录,扫码完成后模具入库。
备注:保养详细内容先录入系统,生成选项如ABC等保养内容,保养完成后勾选内容,系统自动生成,方便以后追溯查看。
9、 其他业务管理
| 业务模块 | 内容 |
| 模具编码生成 | 模具RFID在模具合格后由模具制造端生成,制造端RFID编码依据规则进行编制。编码对应的基本信息需包含:图号、系列号、设计师、模具名称、设计位数、设计寿命、模具工序名称、制造者、入库时间、零件共模情况、复制模、借用关系、制造费用等。模具送交入库前模具制造系统推送基本信息至模具使用管理系统,由制造端完成大部分信息录入,工艺再进行详细信息录入,之后由库管通过扫码办理入库。 |
| 扫码管理 | 生产计划端在系统中将生产计划清单下发至库房管理员处(手动上传至模具使用管理系统中),系统匹配模具库中对应模具的存放库位和位置,库房管理员通过手持端扫码枪扫码,扫码信息与系统数据吻合便能出库,入库时扫描货架上的库位二维码再扫描模具上的RFID码,系统自动将模具信息与库位信息绑定并上传系统实现入库。 |
| 模具异常反馈管理 | 1、模具处理异常时,超过2个工作日自动邮件和弹窗反馈功能(模具管理员有权限消除异常但必须备注)。2、检验人员尾件确认完成,3个工作日后模具未入库,自动邮件和弹窗反馈功能。3、备件预警后3个工作日内,库房未发起采购申请,自动邮件和弹窗反馈功能。4、模具寿命预警10个工作内未进行模具寿命确认流程,自动邮件和弹窗反馈功能。5、所有流程经过的地方,用户登录界面后提示处理流程。6、各个预警界面设置在相应版块中。如:备件预警设置在备件板块中;寿命预计设置在模具寿命管理业务板块中。 |
| 报表管理 | 能自定义报表,可数据共享。包括且不局限于以下报表:模具库存报表,出入库频次报表;周期内模具与机台绑定生产的次数报表;周期内模具与机台绑定生产信息报表,工艺参数、生产频率;模具备件数量报表;异常处置情况汇总表;员工工作效率分析表,周期内模具流转时间报表等。 |
| 权限管理 | 部门设置:部门添加、删除部门管理:查看、修改、添加员工设置:员工信息、登录帐号、真实姓名、初始密码、重复密码、用户角色、用户权限、所属部门、联系方式、Email |
| 系统管理 | 日志管理:系统操作日志查看用户登录:用户申请、用户注销、用户资料修改数据库维护:数据库自动导入/导出、数据库优化、数据库修复、数据库统计、数据库快速备份及恢复。系统维护:提供图形化界面对系统运行进行监控和维护,系统故障自动提示。提供日常维保操作手册和维保工具。 |
二、硬件选型方案
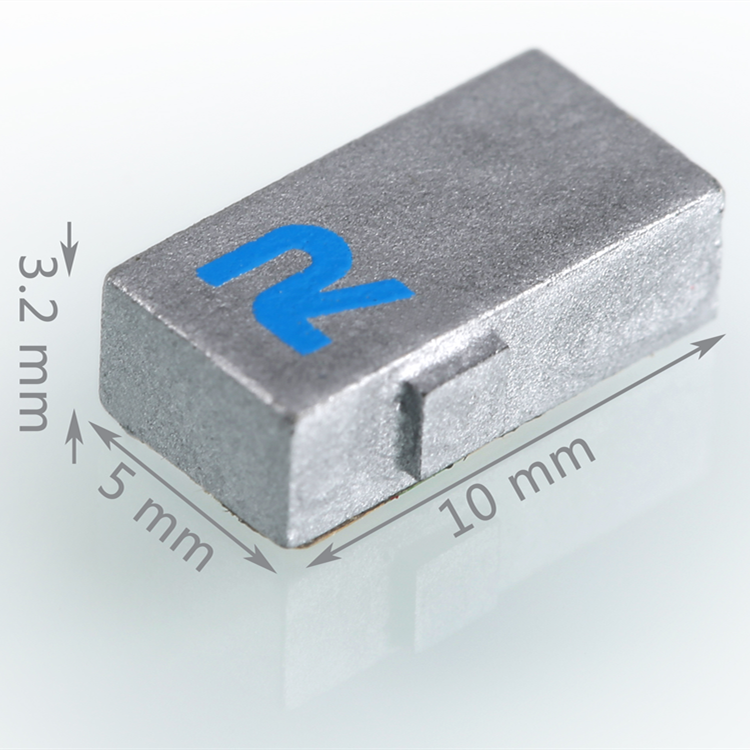
1、RFID耐高温模具标签
由于部分模具需要经受高温等环境,建议选用我公司的抗金属陶瓷标签Proton
外形小巧,性能强大,可耐高温,开槽嵌入到模具内,用环氧树脂灌封,安装隐蔽,防摔抗震、不宜破坏。
2、两点丝孔RFID电子标签
部分模具不需经过高温环境,我司的ROD mini,是一款读距超远的工业级抗金属标签,完美的射频性能使他的读距可以达到5米以上,广泛应用于叉车管理、重型资产管理,集装箱管理等,防护等级IP68,防摔、防撞、防水、防紫外线耐酸碱。
| 产品型号 | Irontrak |
| 尺寸 | 50*50*11.5mm |
| 读距 | 安装在金属上大于5米 (手持机读取) |
| 环境温度 | -40~150℃ |
| IP等级 | IP68 |


3、RFID库位标签
库位为金属框架,可标签选择RFID抗金属标签,我公司的ROD Max,超远读距,表面可加工logo、二维码等相关信息。

| 产品型号 | ROD Max |
| 尺寸 | 100 x 26 x 9.5mm |
| 读距 | 安装在金属上大于8米 (手持机读取) |
| 环境温度 | -40~100℃ |
| IP等级 | IP68 |
RFID读写器+天线(机台)
本公司生产的R3700系列UHF RFID固定式一体机是集成了RFID读写器和天线的兼容ISO18000-6C协议的电子标签读写器,整机防水设计,机身厚实耐用,可在全天候恶劣环境下使用,安装简单牢靠。满足各种应用需求最远读卡距离可以达到20米(根据标签);读卡速度快,可准确读取移动速度120公里/小时的标签。具备多种工作模式:主动模式(默认)、应答模式、触发模,支持串口、网口、韦根、RS485等多种数据通讯接口。方便用户进行二次开发。 本产品尤其适合安装在室内外的工业级产品,工业铝合金+ABS外壳,具抗干扰、抗雷防水能力。